Архитектурный алюминиевый профиль: продукция, технология, рынок
Переработка алюминия на российском рынке в ближайшие годы будет расти стремительными темпами. Прессовочные производства должны появиться во многих регионах. Одно из наиболее быстрорастущих направлений - алюминиевый профиль для светопрозрачных конструкций (или архитектурный профиль).
Виды архитектурного алюминиевого профиля
Рынок алюминиевой продукции формируют следующие товарные группы:
- первичный алюминий и сплавы высокой чистоты;
- стандартные литейные сплавы;
- алюминиевый прокат (в т. ч. алюминиевая фольга);
- экструдированные продукты.
Широкое применение алюминиевых сплавов в современном строительстве обусловлено такими их свойствами, как:
- высокая механическая прочность при малой плотности, соответственно, высокая удельная прочность, что позволяет изготавливать крупногабаритные конструкции низкой металлоемкости;
- стойкость к атмосферным воздействиям; долговечность; значительные, по сравнению с конкурирующими материалами, межремонтные сроки;
- хорошая обрабатываемость давлением и резанием, пластичность, что позволяет изготавливать листы и профили, не требующие дополнительной отделки лицевой поверхности, а также многослойные и комбинированные конструкции;
- высокая хладостойкость, расширенный, в сравнении с большинством других материалов, интервал температур эксплуатации;
- возможность вторичной переработки с незначительными энергозатратами и др.
К недостаткам алюминиевых сплавов относят:
- сравнительно низкий модуль упругости,
- высокий коэффициент линейного расширения,
- относительную сложность выполнения соединений,
- высокую теплопроводность.
Номенклатура прессованных (экструдированных) алюминиевых профилей достаточно обширна и включает:
- архитектурно-строительные системные профили,
- профили для торгово-выставочного оборудования,
- профили подконструкций вентилируемых фасадов,
- карнизные и вспомогательные профили,
- профили защитно-декоративные,
- облицовочные и отделочные профиля,
- профили общестроительного назначения,
- профили для строительной опалубки,
- профили для отопительных приборов,
- профили электрокоробов,
- профили для подвесных потолков и т.д.
Последние шесть-семь лет количество объектов, при строительстве которых применяются алюминиевые системы и конструкции из алюминиевого профиля, постоянно растет. Широкому распространению алюминиевых систем и конструкций способствует их легкость, презентабельный внешний вид и относительная дешевизна.
Благодаря уникальной долговечности алюминий является отличным материалом для изготовления алюминиевых систем и конструкций окон и дверей.
Алюминиевые системы гарантируют исключительную водо- и ветронепроницаемость изделий. Кроме того, эти изделия являются высококомфортабельными и приспособлены к творческим возможностям современной архитектуры.
Архитектурно-строительный алюминиевый профиль можно классифицировать по целевому назначению и по качественным показателям.
Классификация по целевому назначению:
1. Системы профилей для изготовления окон и дверей
- «холодные» (без термомоста);
- «теплые» (с термомостом).
2. Витражно -фасадные системы
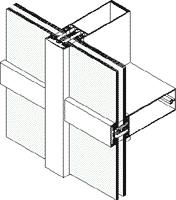
- классические (опорно-ригельную или стоечно-ригельную).
Опорно-ригельную или стоечно-ригельную фасадная система с большим спектром декоративных крышек получила наибольшее распространение, как наиболее универсальная и простая система. Состоит из вертикальных и горизонтальных элементов, образующих каркас фасада. Стеклопакеты устанавливаются снаружи и фиксируются прижимной планкой. После этого прижимные планки закрываются декоративными крышками с видимой шириной 50-80 мм.
Такой фасад имеет вид стеклянной поверхности, разделенной четкими горизонтальными и вертикальными линиями декоративных крышек.
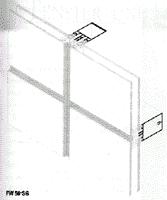
- с полуструктурным остеклением
Полуструктурная фасадная система с тонкими прижимными профилями, охватывающими стеклопакеты по периметру. За счет минимизации видимых снаружи алюминиевых частей, данная система имеет более привлекательный внешний вид, при этом сохраняются все достоинства предыдущей системы.
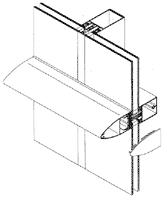
- со структурным остеклением
Конструктив каркаса такой же, как и у предыдущих систем, отличие заключается только в способе крепления стеклопакетов.
При помощи специальных силиконов стеклопакеты вклеиваются в опорную раму, которая затем крепится к несущему каркасу. Для данной системы характерно полное отсутствие видимых снаружи алюминиевых элементов. Благодаря этому достигается эффект сплошной стеклянной стены, придающий зданию неповторимый современный вид. До недавнего времени существовал ряд аспектов, препятствующих широкому распространению структурного остекления, а именно существование опасности выпадения стеклопакета и недостаточные теплозащитные характеристики. В настоящий момент большинство производителей алюминиевых профилей для светопрозрачных фасадных конструкций устранили вышеперечисленные недостатки.
Фасадные системы используют при возведении фасадных навесных стен, куполов, светопрозрачных крыш, зимних садов и т.д.
3. Системы для остекления балконов и лоджий
- раздвижные
Движение створок обеспечивают стальные регулируемые колеса и специальный направляющий профиль;
- распашные
Распашные конструкции обычно ставятся там, где раздвижную систему нельзя установить, например, на балконах, где парапеты изгибаются под радиусом, изгиб которого повторяют несколько створок распашной системы. Для удобства эксплуатации возможны также комбинации «раздвижной» и «распашной системы»: на прямых участках - «раздвижка»; на изгибах - «распашная».
4. Системы для изготовления внутренних перегородок
- стационарные
Стационарные перегородки жестко крепятся к несущим конструкциям здания (пол, потолок, стены) и применяются для оборудования офисов, торговых площадей, а также частных интерьеров;
- раздвижные
Раздвижные перегородки функционально выполняют роль сразу нескольких раздвижных дверей, поставленных в один ряд. Причем все створки подвижны, двигаются на подвесных роликах. Направляющая для роликов устанавливается сверху и крепится к потолку, на проем или внутри проема, на полу направляющие могут как быть, так и отсутствовать.
Раздвижные перегородки можно устанавливать в центре помещений, где они выполняют сразу три функции: стены, проема и раздвижной двери.
- мобильные
Мобильные перегородки, допускающие быстрое перемещение по площади, применяются, как правило, в офисах и позволяют изменять конфигурацию рабочего пространства в связи с изменением задач, решаемых персоналом.
Классификация по качественным показателям:
1. Холодный алюминий
«Холодные» алюминиевые системы и конструкции применяют там, где сохранения тепла не требуется. Это - внутренние окна, двери, перегородки, витражи.
2. Теплый алюминий
Отличительная особенность: наличие термомоста.
Термомост - это профиль из полиуретана или полиамида. Он вставляется между двумя алюминиевыми профилями, которые составляют единую алюминиевую систему (например, оконную алюминиевую систему).
Ширина термоизолирующей вставки колеблется от 18 до 100 мм, в зависимости от изготовителя и класса теплосбережения, к которому принадлежит профиль.
Профиль из полиамида используют не все производители. Например, «New Tec Group» (Италия) в системах NT 60, NT 68 и NT Wood вместо профиля применяет две полиамидные планки. При небольшой ширине (24 мм) закатанные в алюминий планки ведут себя в принципе так же, как профиль.
«Теплая» конструкция получается многокамерной. Обычно в ней 3 воздушные полости, но может быть и 5. Есть профили, в которых 7 камер («SCHUCO»), - эти изделия предназначены для особо теплых конструкций и районов крайнего севера. Увеличивается число камер только за счет полиамидной части - увеличить их количество в алюминиевых частях технически невозможно. Чем больше полостей в полиамиде, тем «теплее» профиль. Однако, количество полостей должно расти пропорционально увеличению ширины термовставки (если при ширине полиамидной вставки, например, 25 мм устроить в ней 5 камер, «теплее» профиль не станет). Появляющиеся в полиамидном профиле дополнительные стенки не просто «разгораживают» камеры, но и являются ребрами жесткости.
«Теплые» алюминиевые системы и конструкции устанавливают там, где сохранение тепла необходимо. Это - входные двери, наружные окна, балконы и пр.
Процесс производства архитектурного алюминиевого профиля
Процесс производства архитектурных алюминиевых профилей подразделяется на две основные стадии.
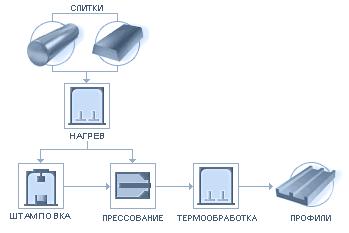
1. Из чушкового первичного алюминия с добавлением легирующих компонентов (возможно также использование отходы алюминиевого производства) в плавильно-литейных агрегатах получают слитки (заготовки)
Процесс производства заготовок
2. Методом прессования заготовкам придают ту или иную необходимую форму
Прессование алюминиевых архитектурных длинномеров производится на гидравлических прессах. Процесс заключается в выдавливании алюминия из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля.
Технологический процесс прессования включает операции:
1)нагрев заготовки;
2)подготовка заготовки к прессованию - рубка или распиливание заготовки (при распиливании - меньшее количество отходов);
3)непосредственно процесс прессования;
4)закаливание.
Процесс производства алюминиевых профилей
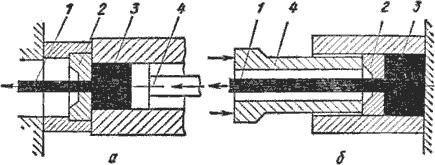
Выделяют два метода прессования: прямой и обратный.
При прямом прессовании движение пуансона пресса и истечение алюминия через отверстие матрицы происходят в одном направлении.
Схема прессования прутка прямым (а) и обратным (б) методом
1 - готовый пруток; 2 - матрица; 3 - заготовка; 4 - пуансон
При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18-20 % от массы заготовки (в некоторых случаях - 30-40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая.
При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей.
Обратное прессование требует меньших усилий, пресс-остаток составляет 5-6%. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Конструктивная схема более сложная.
К основным преимуществам процесса прессования относятся:
- возможность обработки металлов, которые из-за низкой пластичности другими методами обработать невозможно;
- возможность получения практически любого профиля поперечного сечения;
- получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы;
- высокая производительность, до 23 м/мин.
Недостатки процесса прессования:
- повышенный расход металла на единицу изделия из-за потерь в виде пресс-остатка;
- появление в некоторых случаях заметной неравномерности механических свойств по длине и поперечному сечению изделия;
- высокая стоимость и низкая стойкость прессового инструмента;
- высокая энергоемкость.
Специфика прессования «теплого «профиля связана с тем, что он состоит из трех частей (две алюминиевые + термомост). Каждая из частей изготавливается отдельно, а затем уж они объединяются.
Готовые алюминиевые и полиамидные части соединяются по системе «паз - гребень» (пазы в алюминиевом профиле, гребни - в полиамидном). Затем эти соединения «закатываются» на специальном оборудовании (алюминий «обжимает» полиамид).
Окрашивание алюминиевого профиля
1. Нанесение порошкового полимерного покрытия
Порошковое покрытие представляет собой слой полимерных порошков, которые сначала напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология нанесения порошковой краски состоит из трех основных этапов:
1.Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
2.Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
3.Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
2. Декорирование алюминиевых профилей
Представляет собой порошковое полимерное покрытие, имитирующее фактуру дерева, мрамора и гранита.
Технология создания полимерного порошкового покрытия, имитирующего фактуру дерева, мрамора и гранита, заключается в переносе рисунка вакуумным термопрессованием на предварительно созданное полимерное порошковое покрытие.
Полученное декоративное покрытие обладает всеми преимуществами порошковых полимерных покрытий: прочностью, атмосферостойкостью, долговечностью, экологичностью.
3. Анодирование алюминиевых профилей
Перед анодированием деталь тщательно зачищают и обезжиривают. Затем погружают в раствор электролита. «Плюс» источника тока присоединяют к детали, «минус» - к алюминиевой емкости с электролитом. Плотность тока должна составлять около 15 мА/см2. Анодирование длится около 90 мин.
Обычно анодированная поверхность имеет приятный серый, оливковый, золотистый, коричневый или черный цвет (в зависимости от электролита) и незначительную шероховатость.
Такая пленка является прочным и долговечным покрытием, но, к сожалению, не дает широкой палитры цветов, необходимых для современного дизайна.
Основное достоинство анодирования с архитектурной точки зрения (строительства фасадов) - ремонтопригодность. Для придания поверхности первозданного вида после нескольких десятков лет эксплуатации достаточно провести работы по легкой абразивной очистке от пыли и грязи. Подобная реставрация окрашенной красками поверхности практически невозможна.
Характеристика ситуации на рынке
В целом по России в структуре товарной продукции алюминиевых компаний около 80% составляет первичный алюминий. Основными препятствиями для увеличения выпуска продукции с более высокой добавленной стоимостью являются необходимость многочисленных инвестиций одновременно, недостаточно развитый внутренний рынок и низкий объем потребления продукции глубокой переработки, защищенность рынков развитых стран от ввоза алюминиевой продукции глубокой переработки.
Глубокая переработка алюминия намного более затратная, чем производство первичного алюминия - значительные затраты на приобретение оборудования, на технологии, НИОКР, оплату труда, маркетинговую и сбытовую деятельности.
Однако ситуация на российском рынке алюминия изменится с момента вступления России в ВТО. Сегодня российский первичный алюминий может успешно конкурировать на мировом рынке за счет невысокой стоимости электроэнергии и более низких затрат на оплату труда.
С вступлением России в ВТО данные факторы уже не смогут в полной мере обеспечивать конкурентоспособность алюминиевой промышленности. Кроме того, значительный рост платежей за загрязнение окружающей среды после вступления в ВТО приведет к тому, что с точки зрения экономической эффективности выпуск первичного металла будет менее выгоден.
Решение задач экономического роста в этих условиях будет возможно только за счет развития глубокой переработки алюминия и более полном использовании факторов внутреннего спроса.
Главное преимущество производства архитектурного алюминиевого профиля - высокая добавленная стоимость продукции - если стоимость тонны первичного алюминия на Лондонской Бирже Металлов в 2006 году составляла $ 2700, то стоимость тонны архитектурного алюминиевого профиля, реализуемого на рынке России, составляет около $ 6247 за тонну.
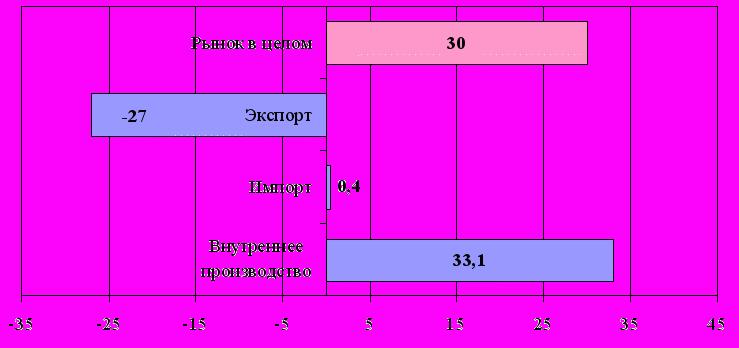
Признание российскими предприятиями глубокой переработки алюминия необходимым видом деятельности, связывающим производство первичного алюминия с конечным потребителем, приводит к увеличению объемов и усилению позиций российских игроков на внутреннем рынке алюминиевых профильных систем. В период с 2005 года по 2006 год рост внутреннего производства составил около 36,1%, в то время как увеличение импорта алюминиевых профильных систем увеличилось менее чем на 0,4%.
Характеристика темпов прироста российского рынка архитектурного алюминиевого профиля в 2006 году (тоннажное выражение), %
Источник: на основе данных производителей, ФТС РФ
Потенциальная емкость рынка
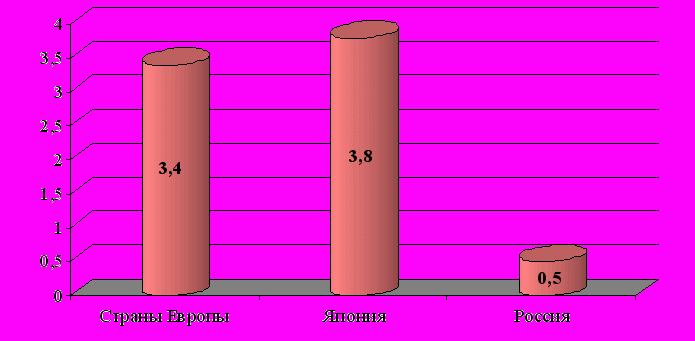
В России есть значительные резервы роста внутреннего потребления алюминиевых профильных систем - по сравнению с европейскими странами потребление архитектурного алюминиевого профиля на душу населения в России меньше почти в 5 раз.
Потребление алюминиевых профильных систем на душу населения в отдельных странах мира, кг./чел.
Источник: на основе данных «European Aluminium Association», «Japan Aluminium Association», российских производителей ФТС РФ, «Росстат», СМИ
В период с 2005 года по 2006 год потребление алюминиевых профильных систем на душу населения в России увеличилось на 0,04 кг./чел.
Среднегодовой прирост потребления архитектурного алюминиевого профиля на душу населения на рынке Европы в период с 2002 года по 2004 год составлял около 0,15 кг./чел.
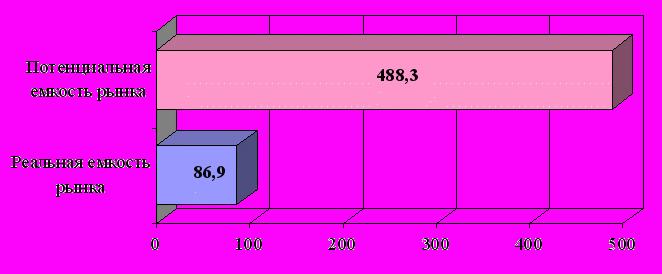
Основываясь на уровне потребления алюминиевых профильных систем на европейском рынке потенциал российского оценивается в 488,3 тыс.тонн.
Реальная и потенциальная емкость российского рынка архитектурного алюминиевого профиля, тыс.тонн
Источник: на основе данных «European Aluminium Association», российских производителей ФТС РФ, «Росстат», СМИ
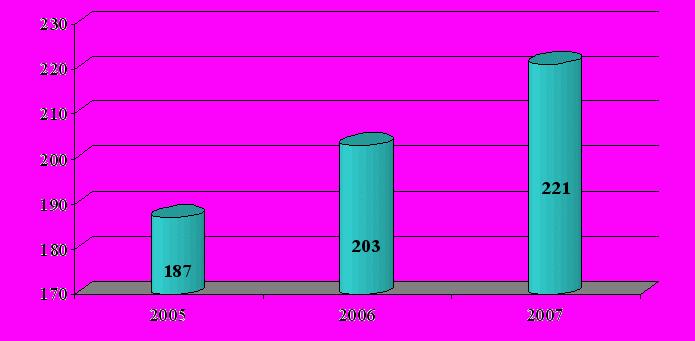
Производственные мощности российских предприятий по итогам 2006 года позволяли выпускать около 203 тыс.тонн прессованных профилей, что на 8,6 % больше чем в 2005 году.
Потенциал внутреннего производства прессованных алюминиевых профилей в 2005-2007 гг., тыс.тонн
Источник: на основе данных российских производителей ФТС РФ, СМИ
В каких регионах актуальна организация производства архитектурного профиля, какова емкость рынка, анализ конкурентной среды и анализ потребителей - в отчете маркетингового исследования Академии Конъюнктуры Промышленных Рынков «Рынок архитектурного алюминиевого профиля в России».
Статья предоставлена Академией Конъюнктуры Промышленных Рынков